-


Model:
-

Model:
-

Model:
-

Model:
-

Model:
-

Model:
-

Model:
-

Model:
+86 131-4173-2687(WhatsApp)
CNCの小さな4ロールプレートローリングマシンは、特別な形の部品のローリングをどのように完成させますか?
2025-02-21
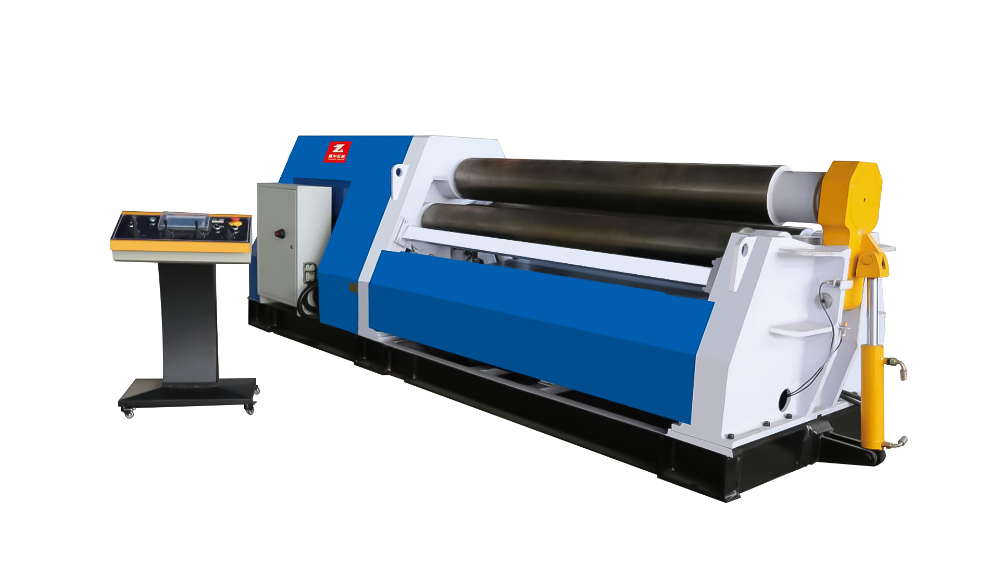
以下に、4ロールによるL字型の1回限りの形成のローリングプロセスを紹介します プレートローリングマシン カスタマイズされた2mmの厚さステンレス鋼材料と1メートルの幅があります。
1。準備:まず、2mmの厚さのステンレス鋼プレートを適切なサイズに合わせて切り、プレートの表面が平らで明らかな欠陥がないことを確認します。次に、L字型の特殊形状部のサイズと曲率の要件に従って、CNCシステムに対応するプログラミングパラメーターを入力します。
2。プレートの位置決めとクランプ:カットステンレス鋼プレートの一方の端を上部と下部ローラーに入れ、機器が走り始め、上下のローラーがプレートを取り締まります。この時点で、右のローラーシャフトが上昇してポジショニングの役割を果たし、ローラーが右ローラーをサポートするまでローラーが回転し、次に右ローラーがリセットされ、ローラーがゼロポイントに戻ってゼロポイントキャリブレーションを完了するまで回転します。プレート。
3。前曲げ操作:ローラーは、アークをロールする必要がある位置まで回転し、左ローラーはプレベンディングのために上昇します。前曲がったプロセス中に、左ローラーは適切な圧力を適用して、プレートが最初の曲げ角までL形状に近い最初の曲げ角に曲がり始めます。プレベンディングが完了した後、左ローラーがリセットされます。
4.最初のアークローリング:右ローラーが事前曲げ位置に上昇し、その後、カウンターローラーと右ローラーが同時に回転し、プレートをカールし、L形状の最初の曲げ角を徐々に形成します。そして、右のローラーは、半円に転がり込んだ後にリセットされます。
5。2番目のアークローリング:カウンターローラーは、2番目のアークを転がす必要がある位置まで回転し続け、左ローラーが再び上昇し、カウンターローラーと協力して2番目のアークローリング操作を実行します。 L形状の2番目の曲げ角を形成し、それにより、L字型の特別な形状のローリングを完了します。
6.ワークを取り出す:ローリングが完了した後、カウンターローラーがゼロポイントに回転し、カウンターローラーの下ローラーが下降し、次にロールされたL字型の特別な形の部分が慎重に取り出されます。3








Copyright o 南通騰中機械製造有限公司 All Rights Reserved.
